3Dプリントサービス【GRAPHIC 3D PRINT】
プラスチック試作・実用部品やモックアップ、フィギュア原型まで多様な3D造形を製作します。
営業時間:午前9時~午後5時30分定休日:土・日・祝
- 3D PRINT トップ
- 入稿データについて
- お見積りをご希望の場合
- 活用例
3Dプリント 入稿データについて
対応ファイル形式
STL・OBJ・PLY・VRML・3MF
フルカラーでの造形を希望の場合、カラー情報のあるデータ、または関連付けられたテクスチャーデータをひとつのフォルダにまとめて圧縮し、ご入稿ください。Illustratorデータの厚み付けによる簡易的な3Dモデリングも対応しております。
詳しくはこちら(イラレで3D)
- 以下のデータはいかなる場合も対応できません。
- 著作権・商標権に抵触する可能性のあるもの
ご注文者様本人に著作権・商標権等の権利がないデータ - 法令や条例などにより禁止されているもの
銃刀法または武器等製造法などに抵触する恐れのあるデータ - 公序良俗に反するもの
造形するとわいせつ物になるもの等、公序良俗に反するデータ - 鍵形状のもの
使用可否に関わらず鍵形状であるデータ
カラーデータについて
「プラスチック試作・実用部品造形」「建築模型造形」はフルカラー造形に対応しております。
OBJ※・PLY・VRML・3MFいずれかの、カラー情報のあるデータにてご入稿ください。
OBJデータの場合はMTLデータも必要となります。また埋め込まれていないPNG等画像データも一つのフォルダにまとめて圧縮し、ご入稿ください。
単色での着色をご希望の場合は、CMYKまたはRGBの色番号を別途ご指示ください。
例:C70M30Y10K0、R255G100B160など
フルカラーの色再現は保証できません。あらかじめご了承ください。
データ作成の注意点
1件のご注文につき、1ファイルのみとなっております。複数のパーツを1つのファイルにまとめてご入稿ください。
1ファイルに含まれる最大パーツ点数に制限はございません。複数パーツを配置される場合、ご注文サイズは配置後の外寸となります。
パーツ同士の間隔は5mm以上離してください。パーツ同士が重なっている場合、結合された状態で造形されます。
PA樹脂の場合(プラスチック試作・実用部品造形/ 建築模型造形)
パーツを多数配置される場合、当社指定のパッケージに格納した状態で製造・出荷いたします。
パッケージデータは当社でご用意いたします。
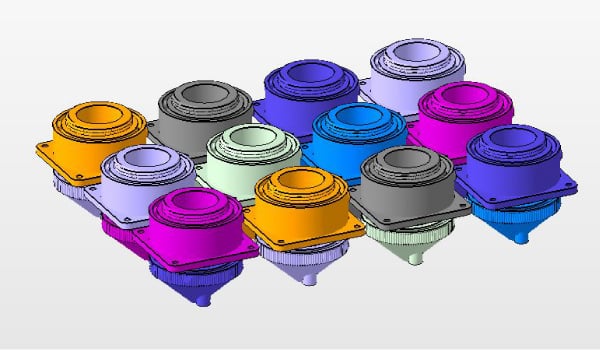
造形前
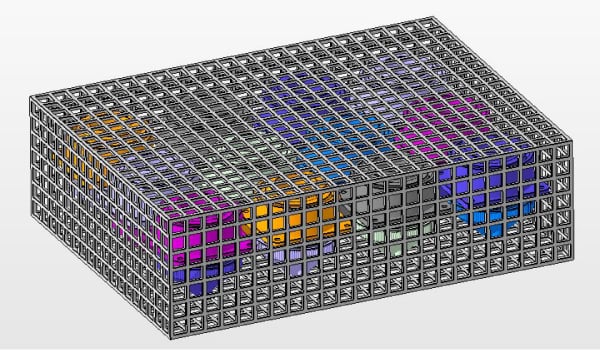
パッケージに格納した状態
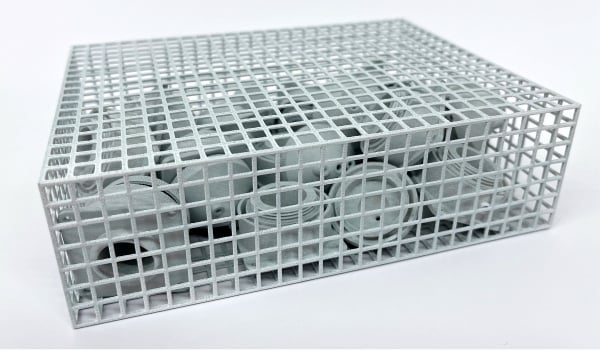
造形後
高精細樹脂の場合(プラスチックモデル・フィギュア原型造形)
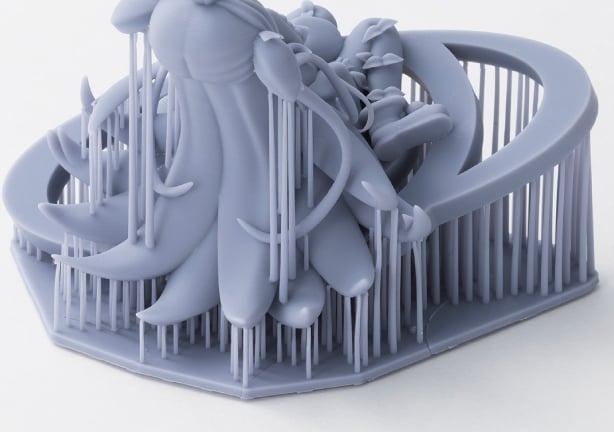
造形物にサポート材がつきますので、複数パーツの立体的な配置は避けてください。
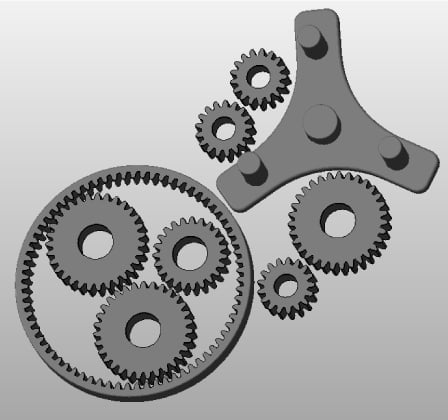
造形前

造形後
造形データはすべての面が閉じられた状態になっていることをご確認ください。
右図のように面に穴が空いている、または面が反転している場合、体積を算出することができないため造形することができません。

必ずデータの寸法は実寸サイズで作成してください。特に3DCGソフトで作成される場合、初期設定がソフト固有の単位になっている場合があります。
データ書き出し後はSTLビューアーなどを用いて、造形希望サイズになっていることをご確認ください。
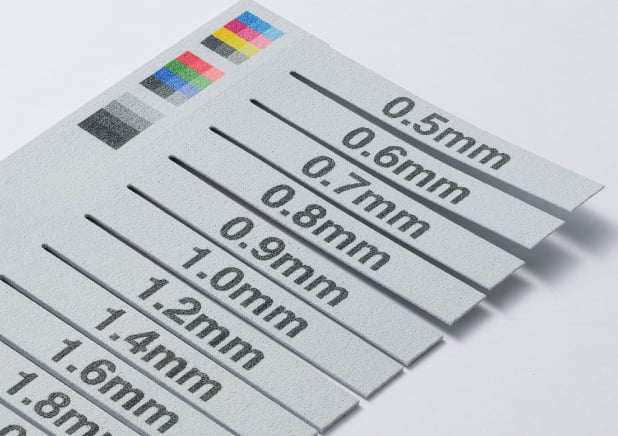
薄肉や細すぎる形状があり、変形または破損が想定される場合、造形をお断りする可能性があります。
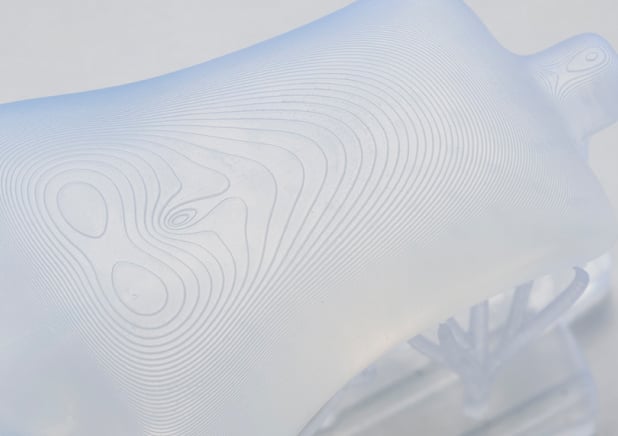
3Dプリントは何層にも重ねて造形するため、積層段差が発生します。
造形姿勢につきましては、品質を考慮し当社が定める造形方向となります。方向指定は承っておりません。

プラスチック試作・実用部品造形の注意点
ナイロン粉末を焼結して造形する方式(Multi Jet Fusion方式)で、同時にフルカラー着色も可能です。
硬化していない粉末材料がサポート材となるため、造形物にはサポート痕はありません。中空形状や入り組んだ構造、小さい穴などは粉末が残る場合がございます。
白単色・フルカラーいずれの場合も、表面に白色またはカラーの層があり、内部は黒色となります。切断または研磨によって内部の黒色が現れる場合がございます。
フルカラーの色再現は保証いたしかねます。
特に黒色などの濃色は薄くなる可能性があるため、あらかじめご了承ください。


厚みが1.0mmを下回る箇所は、反りや変形が発生する可能性がございます。
また強度が低下いたしますので、最小壁厚は1.0mm 以上を推奨します。
プラスチックモデル・フィギュア原型造形の注意点
アクリル系樹脂にUV光を照射して硬化させる光造形方式です。造形物はサポート材がつきます。造形時に自動で設定されますので、あらかじめご了承ください。
サポート材は除去いたしません。
サポート除去が大変困難になりますので、複数パーツの立体的な配置は避けてください。
内部が複雑な構造の場合、硬化していない液体の樹脂が残ります。
造形物にべたつきがある場合、太陽光やUV光を照射して硬化させてください。

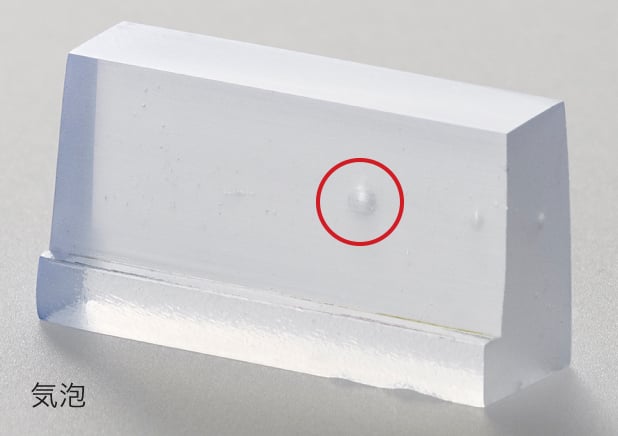
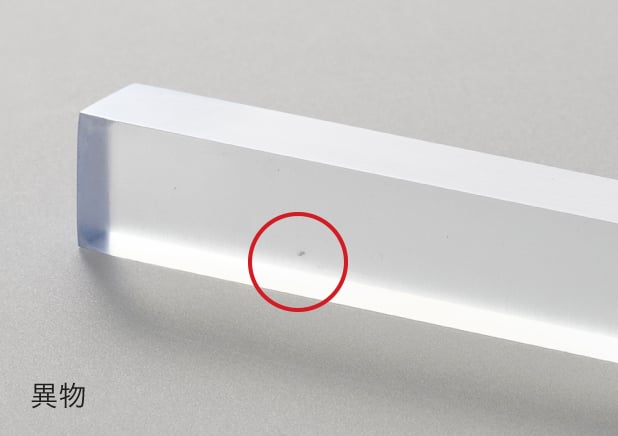
内部に異物混入や気泡が発生する可能性があります。
画像は、撮影のために研磨しています。
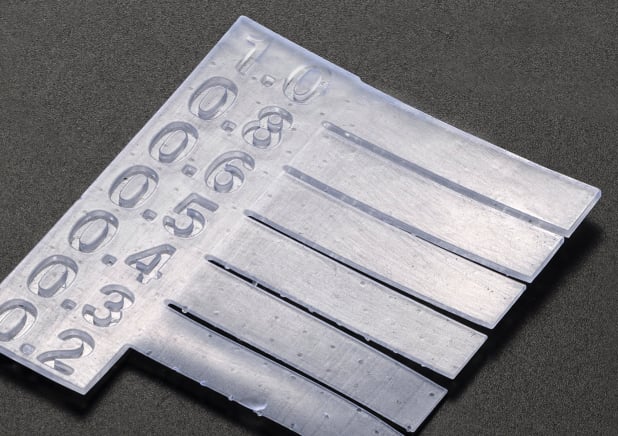
厚みが0.8mmを下回る箇所は、反りや変形が発生する可能性がございます。
また強度が低下いたしますので、最小壁厚は0.8mm以上を推奨します。
- 3D PRINT トップ
- 入稿データについて
- お見積りをご希望の場合
- 活用例
